


Recently, a customer reached out to us looking for non-corrosive high bay lights for an electropolishing shop.
In electropolishing and passivation facilities, metal parts, especially stainless steel, are treated by placing them in an acid bath and applying a DC current. During this process, material is removed from the surface of the parts. As you can imagine, this creates a highly corrosive environment where standard lighting fixtures simply do not last.
This naturally leads to an important question. How to protect LED fixtures from corrosion in electropolishing facilities? The key comes down to choosing the right materials and ensuring proper ingress protection.
In this blog, we will talk about what causes corrosion in these environments and explain which materials and protection ratings truly stand up to constant exposure to acid vapors. By the end, you will have a clear understanding of what to look for when selecting lighting for electropolishing applications.
- What Makes Electropolishing Facilities So Corrosive?
- The Electropolishing Process Relies on Highly Corrosive Acids
- Heat and Humidity Accelerate Corrosion
- Acid Vapors Attack Overhead Lighting Fixtures
- Materials That Resist Acid Vapor Corrosion
- Housing Materials: Die-Cast Aluminum and GRP
- Lens Materials: Glass and Polycarbonate
- Gasket Materials: EPDM and Viton
- IP and NEMA Ratings
What Makes Electropolishing Facilities So Corrosive?
At first glance, an electropolishing shop may look like nothing more than a series of tanks with steam rising from them. In reality, it is one of the most aggressive environments in industrial applications.

The Electropolishing Process Relies on Highly Corrosive Acids
Electropolishing uses a combination of highly reactive acids, including nitric, sulfuric, phosphoric, hydrofluoric acid, etc. While these chemicals are essential to achieving smooth, high-quality finishes, they also create an extremely corrosive environment for lighting fixtures.
As these acids heat up during the process, they release aggressive vapors that attack common fixture materials. Metals can pit and corrode, protective coatings can break down, seals and gaskets can fail, and even glass lenses may lose transparency over time.
The table below highlights how each acid typically affects lighting fixture components:
|
Acid Type |
Primary Vapor Effect |
Impact on Lighting Fixtures |
|
Nitric Acid |
Oxidizing vapors |
Corrosion of aluminum, degradation of plastics and rubber seals |
|
Sulfuric Acid |
Moisture-absorbing mist |
Severe pitting, fastener corrosion, electrical connection failure |
|
Phosphoric Acid |
Mild acidic vapor |
Coating breakdown, pitting in lower-grade alloys |
|
Hydrofluoric Acid |
Penetrating fluoride ions |
Glass etching, gasket failure, stainless steel corrosion |
Heat and Humidity Accelerate Corrosion
Working near heated electropolishing tanks means fixtures operate in above-normal temperatures, reducing driver lifespan and accelerating material degradation.
Moreover, metal finishing facilities often operate at relative humidity levels between 60-80%. In these conditions, acids become significantly more corrosive. Dry acid residues can absorb moisture from the air and turn into highly concentrated corrosive solutions, while elevated humidity causes acid vapors to condense more easily.
Acid Vapors Attack Overhead Lighting Fixtures
Heated chemical baths create a constant upward flow of warm, acid-laden moisture. This produces a ceiling stratification effect, where corrosive vapors rise, cool, and then settle on the highest points in the facility, including overhead lighting fixtures.
While floors and work areas are cleaned regularly, high bay fixtures are rarely disturbed. Acidic residue can remain on these fixtures around the clock, slowly degrading housings, seals, and internal components. Over time, this constant exposure leads to premature fixture failure and increased maintenance costs.
Materials That Resist Acid Vapor Corrosion
To prevent corrosion in electropolishing shops, LED fixtures must be built with materials that are chemically inert, meaning they do not react when exposed to acidic vapors. Choosing the right materials is one of the most important factors in ensuring long service life in these harsh environments.
Below, we discuss the key LED fixture components and the materials that perform best in acid vapor conditions.
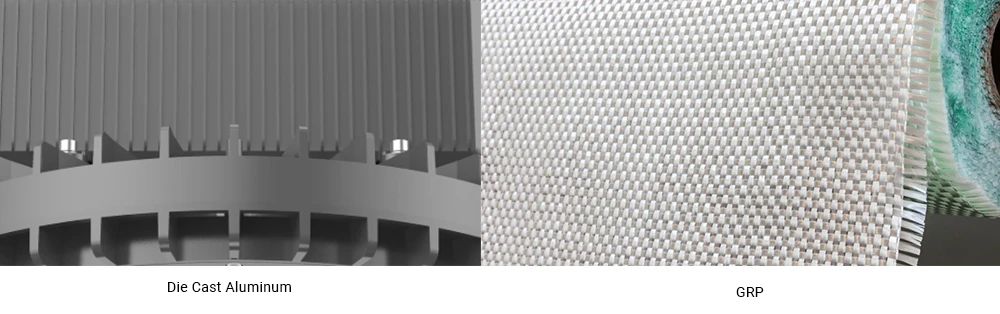
Housing Materials: Die-Cast Aluminum and GRP
When discussing corrosion resistance, stainless steel is often the first material that comes to mind. However, stainless steel is a poor conductor of heat and extremely heavy, which can trap heat and shorten the LED lifespan. For this reason, stainless steel is typically limited to brackets or fasteners rather than full fixture housings.
In the lighting market, the two most common corrosion-resistant housing materials for LED high bay fixtures are die-cast aluminum and GRP.
Die-Cast Aluminum: Most aluminum housings are made from ADC12 alloy. Corrosion resistance is achieved through surface treatments such as anodizing or chromate conversion coatings. These treatments create a protective barrier between the aluminum and the corrosive environment, helping the housing withstand acid vapors.
GRP (Glass Reinforced Polyester): GRP is a non-metallic composite material that is naturally resistant to corrosion. It is immune to the oxidizing effects of nitric and sulfuric acids and does not rust, pit, or chalk. In addition to corrosion resistance, GRP offers high strength, good impact resistance, low weight, and electrical insulation.
GRP is also widely used in explosion-proof lighting. Our HA06 linear explosion-proof light uses a GRP housing, providing excellent chemical resistance along with durability and cost effectiveness.
Lens Materials: Glass and Polycarbonate
Tempered glass offers excellent optical clarity, strong scratch resistance, and good resistance to many acids. For this reason, tempered glass lenses are commonly used in premium industrial lighting. However, hydrofluoric acid attacks silica. In facilities that use HF acid, acidic vapors can chemically etch glass lenses, turning them opaque and permanently reducing light output.
In these environments, polycarbonate lenses are often a better choice. Polycarbonate is highly impact-resistant and offers better resistance to HF than glass. That said, not all polycarbonate is suitable. Only high-grade, UV-stabilized, and coated polycarbonate lenses should be used in corrosive electropolishing applications.
For an acid environment, we offer high bay light with a PMMA front cover, which provides excellent anti-corrosion performance, especially against acidic and alkaline detergents.
Gasket Materials: EPDM and Viton
A vapor-tight fixture is only as reliable as its gasket material. Even the best housing will fail if acidic vapors enter the fixture through degraded seals.
EPDM Gaskets: EPDM offers good resistance to oxidizing acids, but it can dry out, crack, or deteriorate when exposed to prolonged nitric acid fumes.
Viton Gaskets: Viton is engineered for aerospace and chemical processing applications. It remains flexible and airtight under severe chemical exposure and provides superior protection against acid vapor intrusion, helping to safeguard internal electronics over the long term.
IP and NEMA Ratings
Using non-corrosive materials alone is not enough to protect lighting fixtures in electropolishing facilities. Fixtures must also have a high level of ingress protection to prevent solid particles, liquids, and acid vapors from entering the enclosure. Proper enclosure design protects internal electronic components and helps prevent premature failure.
IP Ratings
The IP rating system is an international standard defined by IEC 60529. It classifies how well an enclosure protects against the intrusion of solid objects and liquids. Each IP rating consists of two digits. The first digit indicates protection against solid particles, while the second digit indicates protection against liquids.
Higher numbers mean greater protection, which is critical in environments with acid mist, washdowns, and high humidity.
NEMA Ratings
NEMA ratings are a North American standard that classifies enclosures based on overall environmental protection. While IP ratings focus on specific ingress tests, NEMA ratings describe broader application categories and include additional performance requirements, such as corrosion resistance.
NEMA ratings use descriptive type numbers, such as NEMA 1, NEMA 3, NEMA 4, and NEMA 4X, to indicate the intended environment and protection level.
Although IP and NEMA ratings are not directly equivalent, they can be roughly compared as shown below:
|
NEMA Rating |
Approximate IP Equivalent |
Application |
|
NEMA 1 |
IP10 |
Indoor, general purpose |
|
NEMA 3 |
IP54 |
Outdoor, weather-resistant |
|
NEMA 4 |
IP65/66 |
Watertight, dust-right |
|
NEMA 4X |
IP65/66 |
Corrosion-resistant watertight |
|
NEMA 6P |
IP67/68 |
Submersible |
What Rating Is Required for Electropolishing Facilities?
For electropolishing shops, fixtures rated at least IP66 or NEMA 4X should be considered the minimum requirement. These ratings provide strong protection against dust, water jets, and corrosive environments.
However, if your maintenance procedures include spraying rafters and lighting fixtures with hot water or high-pressure washdowns to remove chemical buildup, IP66 may not be sufficient. In these cases, an IP69K-rated fixture is recommended to ensure seals remain intact under the force and temperature of pressure washing.
Electropolishing facilities are one of the most demanding environments for industrial lighting. Constant exposure to acid vapors, high humidity, heat, and frequent washdowns can quickly destroy fixtures. If you want to learn more about lighting solutions designed specifically for electropolishing applications, contact us.










