Español
Español Horticutral Lighting
Horticutral Lighting


There are many special requirements for the luminaire in food processing plants and it is more and more important to select the appropriate LED light for your plant with the rapid development of manufacture. A food processing plants normally has partitions for raw material receiving, packaging, product inspection, processing, storing, etc. Every part should equipped with comfortable and properly brightness luminaire. For example, the light in inspection area should be bright enough to help employees check whether the product is broken, damaged or with other quality problems. Besides, as employees need to work long hours, the light should be comfortable and will not cause eye fatigue due to glare.
This post will share you the considerations and the basic knowledge about indoor LED light in food processing. Let’s start it.

Certifications In Food Processing
Different from other application, food processing plants would pay more attention to food safety. It is critical for the food safety as the food would be transported and then eaten by people in different places. If problems occur, a large number of people will be affected. Every steps of food processing has relevant standards and certifications to optimize the production and avoid any hazardous for food product. To ensure the safety, there are some certifications and standards provide a easier way for you to choose the right light during the complex selection period.
NSF
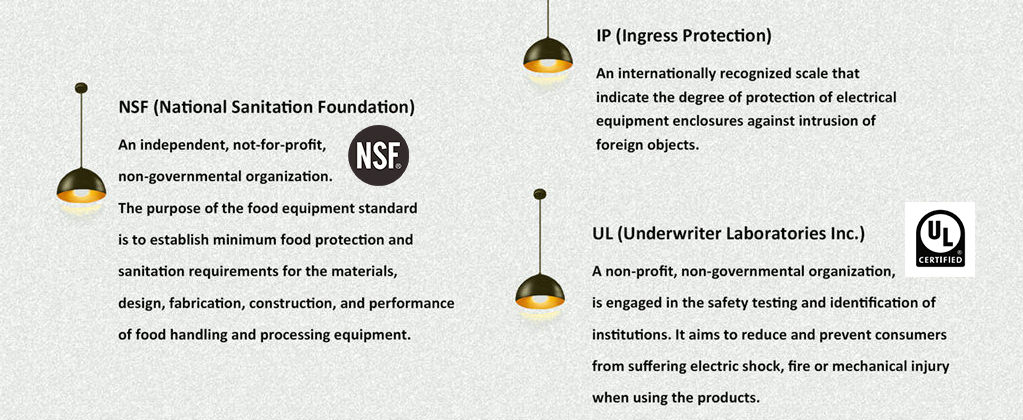
NSF (National Sanitation Foundation), an independent, not-for-profit, non-governmental organization, is dedicated to being the leading global provider of public health and safety-based risk management solutions. The purpose of the food equipment standard is to establish minimum food protection and sanitation requirements for the materials, design, fabrication, construction, and performance of food handling and processing equipment.
The standard mainly indicates following factors about the light in food processing.
- The light should be easy to clean.
- Made of smooth, no-hole and corrosion-resistant material.
- Designed to reduce dust and debris buildup, pest climbing and other possible hazards.
UL
UL (Underwriter Laboratories Inc.), a non-profit, non-governmental organization, is engaged in the safety testing and identification of institutions. UL certification is not mandatory certification, mainly responsible for testing product safety performance. It includes standards for mobile (portable) lamps and lanterns - UL153, stationary lamps and lanterns - UL1598, self-ballasted lamps and their adapters - UL1993, supplementary standard for LED lighting components - UL8750. It uses scientific testing methods to determine the degree of hazard to life and property of various materials, devices, equipment, buildings, etc., and aims to reduce and prevent consumers from suffering electric shock, fire or mechanical injury when using the products.
IP Rating System
IP (Ingress Protection) is an internationally recognized scale that indicate the degree of protection of electrical equipment enclosures against intrusion of foreign objects. The protection level is mostly expressed by two numbers followed by IP, the numbers are used to specify the level of protection. “I” represents the level of protection against solid matter, the highest level is 6, while “P” represents the level of protection against water, the highest level is 8.
There is a highest IP rating for LED light - IP69K.
IP69K means the protection against close-range high pressure, high-temperature spray downs. It is not only be dust-proof, but also able to withstand high pressure and steam cleaning. The light rank IP69K is easy to clean and ideal for the applications that the equipment must be carefully sanitized.
Considerations of Food Processing Light
As mentioned before, requirements of the LED light in food processing differ from other occasions. Glass, screws and other materials that may cause risks for food are not allowed to use in some food processing plants. All we concentrate is the safety.
The appropriate LED light plays a significant role in increasing output, reducing cost and maintaining product safety. To achieve these goals, consider following factors when choosing the LED light for food processing plant.
Proper Illumination
Sufficient illumination levels are critical to safety for both employees and food products. The reason for we to furnish LED light is to gain a higher visibility, so the proper illumination is really important. With suitable brightness, employees has a clearer awareness of the shape, location and outlook of the product. It contributes to accomplish better quality control and higher productivity during production process. Additionally, employees feel safe as they know the location and quantity of people and objects around them, then they can avert from dangerous or accident , nevertheless while working or walking. Moreover, a proper illumination would save energy cost as well.
Each part of plants shall equipped with the LED light in proper illumination according to the size and usage of the space. Manager often think lighting in the storage areas are unnecessary, but inadequate lighting will do harm to product as it is not easy to notice the broken packaging or leakage of product.
Then we should consider the quality of light as well. The fixture with qualified light can prevent glare or sparkle with appropriate illumination that employees will not feel exhausted after long time working. Only the employees work in a more enjoyable lighting condition, can they increase efficiency.
Material & Structure Design
The material of LED light for food processing plants shall be no-toxic, easy to clean and able to withstand extreme temperatures. Besides, the materials are required to durable, minimize maintenance cost and prevent pests.
It is easy to understand why no-toxic materials are compulsory, the no-toxic material are risk-less to polluted the food products. The light free of hazardous flavour and coating makes it safe for both food product and employees.
Some food processing plants store the food in warehouse with extreme low temperature, like frozen meat, vegetables and fruits. Others stock or produce food in high temperature, like the bread, biscuits and braised food. Thus, LED light in food processing plants should be able to bear up extreme temperatures while keeping good quality.
Normally, LED lights are suspended from the ceiling with the help of pendant, hooks and chains, which means the lights are on the top of producing areas or raw materials areas. It is essential to install explosion-proof light fixtures to avoid contamination of raw materials, products and equipment. That is the main reason for most of the LED light are designed without glass.
The fixture must have no gaps or openings that permit bacteria, dust, or other particles from the plenum to leak into the prep area. So a no screw design helps a lot to prevent former problems.
CCT & CRI
First, let’s learn about what CCT and CRI are.
CCT (Correlated Color temperature), indicates the hue of a light source. What we usually explained as “cool white” or “warm white” refer to CCT.
CRI (Color Rendering Index) is the ability to reflect the true color of the item. The closer the color rendering index is to 100, the more natural the colors of product will appear.
The LED lights with the ability to reveal the exact color of the food are important in some processing areas. It can not only promote efficiency for employees to inspect whether there are discoloration and contaminants of the product, but also offer a clearer vision of the food. Following pictures show the huge difference of different CRI.

Dust-proof & Water-proof
As demanded by NSF, LED lights in food processing plants should be designed to reduce dust and debris buildup, pest climbing and other possible hazards. Smooth case and no-exposed fasteners will not attract dust, debris and pets. Well-sealed LED light provide fully protection and high performance for ensuring production safety.
Since most food processing plants have wash-down areas that are cleaned by spraying with hoses, the lighting used in these locations must be resistant and able to withstand the environment. Therefore, It is necessary for the light fixtures to be waterproof and able to performing smooth functionality in a wet and damp environment. We also notice that for a clean environment, sanitation and sterilization should be done every day in food processing plants. The LED lights with waterproof certification are ideal for this applications. The higher IP rate of the fixtures, the better the effect of dust and water resistance.
Solutions for Food Processing Light
We highly recommend two LED light fixtures for your food processing plants - HB21 HiAir LED high bay light and HB06 high bay light with red dot design award. Both of them are made of no-toxic material and have excellent performance in dust resistance and waterproof.
Basic information is showed as follow. For further details, please feel free to contact us.
The light with built-in microwave sensor can be turn on and off automatically at any moment. It also provide active dimming operation and save more energy. The light can be set with remote controller, which offer a more intelligent and smart way to meet your needs.

Lack of proper lighting can cause increased returns of food and beverage product, lower productivity within the plant, less corporate profit can invite the threat of possible operation shutdown. Choosing the LED light with NSF and other relevant certifications, high CRI and appropriate illuminates simplify the compact picking process for your food processing plants.
Related video: